
-

廠家直銷
-

品質保障
-

售后無憂
-

支持定制
-

多年經驗

姓名:張迪
電話:15383767676
網址:www.trejg836.com
地址:河北省廊坊市文安縣孫氏鎮劉村
首先,認真審閱工程圖紙,根據圖紙樣本的要求確定所需門窗的類型和數量,并結合當地風壓值、洞口尺寸大小、樓層高度等。專業塑鋼門配件決定鋼筋襯里厚度的因素:根據孔的測量結果,計算并優化下料,包括型材玻璃、五金件、鋼筋內襯、毛條等輔助附件的選擇,并制作綜合優化下料單。內蒙古專業塑鋼門配件生產商接下來為您介紹型材切割、銑排水孔、鎖孔。主型材下料采用雙角鋸下料,料的每端留2.5mm~3mm做焊接熔化量,下料誤差應控制在1mm以內,角度偏差控制在0.5度以內。框型材要銑排水孔,扇型材一般要銑排水孔和氣壓平衡孔,要求排水孔直徑為4~5mm,長度為30mm,排水孔不能設置在鋼襯腔內,也不能穿透鋼襯腔。如果要安裝傳功器和上門鎖,要按合適的尺寸位置銑鎖孔。

門窗配件是負責將門窗框與風扇緊密連接的部件。沒有它,門窗只會變成死扇,從而失去門窗的意義。我們從門窗的性能和功能來分析門窗配件對門窗的影響:門窗的物理性能指標包括:抗風壓、氣密性、水密性、保溫性、隔熱性、隔音性和耐壓性。五金配件對門窗抗風性能的影響決定了門窗的成敗;同樣,氣密性、水密性、保溫性、隔熱性和隔音性都與門窗與五金配件的密封有關。專業塑鋼門配件設計中應充分考慮門窗的節能,即保溫隔熱。如果門窗沒有多點鎖配件,門窗也能做好,其保溫隔熱性可想而知。內蒙古塑鋼門配件生產商接下來為您介紹門窗物理性能的持久性與門窗五金件的結構與性能有直接的關系。平開旋轉窗進入我國建筑門窗業后,由于其具有良好的物理和使用性能,這種窗型已經逐步為國人接受。
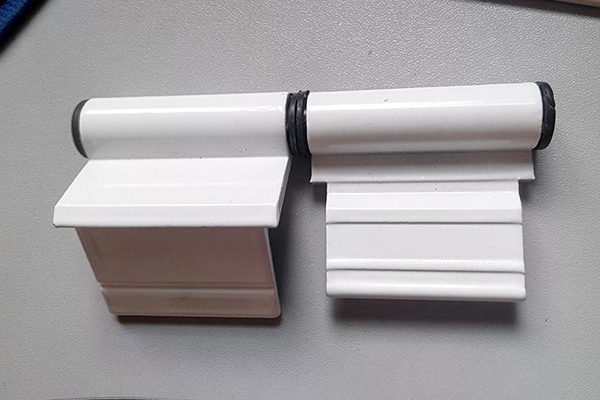
所用的塑鋼窗(框扇)都是由專業工廠制造的。內蒙古專業塑鋼門配件生產商接下來為您介紹進場時應有材料檢驗報告和產品合格證,經現場質量檢查員驗收合格后方可安裝施工。塑料門窗的品種、型號、規格、尺寸、開啟方向、安裝位置、連接方式和填充密封處理應符合設計要求,鋼筋內襯的壁厚和設置應符合現行國家成品標準的質量要求。內襯塑料門窗材料的鋼筋型鋼的規格和壁厚必須符合設計要求。型鋼應與型材內腔緊密配合,其兩端必須與孔牢固固定。已生長兩毫米的窗框必須用拼縫連接緊密,固定點間距應不超過600毫米。專業塑鋼門配件產品的型號、規格、數量應符合設計要求,安裝應牢固,位置應正確,功能應滿足使用要求。

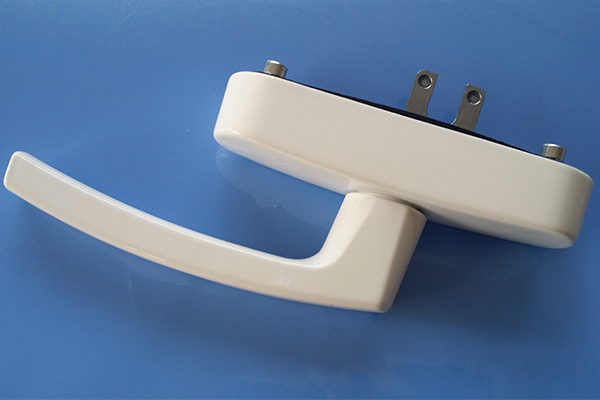
門窗拉手的作用是打開和關閉門窗,通過拉手和其他附件的配合,將門、窗扇和窗框緊緊地固定在一起,從而實現關閉門窗的功能。內蒙古專業塑鋼門配件生產商經過多年的改革和更新,門窗拉手大多由鋁合金、銅、不銹鋼、有機玻璃、塑料等材料制成。手感和裝飾效果應在公共應力的合理要求內得到滿足,因此在不同的場合,有必要根據建筑設計來設計成品或直接使用成品。專業塑鋼門配件類型分為:帶鎖執手、不帶鎖執手;類型名稱分別是:插銷執手、單頭執手、雙頭執手、大葉片執手、防風執手、有保險執手、通長執手、拉環執手、木門旋鈕、鋼門旋鈕、無鈉執手、鈉子執手、雙節拉手、彈子大門鎖執手等等。

材料雜質超標,尤其是鉛:產品表面不是完全合格的,應該有輕微的水線和微小的氣泡。內蒙古塑鋼門配件生產商將工件加熱到150℃30分鐘,看看是否有問題。如果涂層起泡,可能是表面的油和蠟去除不完全,或者預處理后可能沒有清洗,鋅合金壓鑄件在電鍍前可能沒有完全干燥,或者鋅合金壓鑄件的表面在放置太長時間后可能被氧化。可能還是沒壓實,起泡隱藏在里面,雖然表面是好的,另外,沒水紋有的時候不是代表你的流道一定是好的,模溫過高也會掩蓋你的水紋和密度不好,反而疏松。還是了解一下什么樣的鑄件才是合格的?多些關注模具,再考慮表面處理的問題。這是比較很常見的問題。內部密度不夠。表面有壓縮氣孔。專業塑鋼門配件材料有問題,水口料加的太多了、料溫太高、太多電鍍工藝不正常也會這樣的問題!清洗、除蠟。

主要工具:電錘、手電鉆、“十字”螺絲刀、“工”字螺絲刀、錘子、電木錘、鉆頭、楔子等。主要測量標尺:水平和垂直儀器、吊線錘、卷尺、直尺等。門窗應采用預留洞法安裝,不得采用邊安裝邊砌或先安裝后砌的施工方法。門窗洞口尺寸應符合國家標準《建筑門窗洞口尺寸規定》(GB5824)。其他:安全帽、安全帶、人字梯、麻繩等。專業塑鋼門配件放置在清潔、平整的地方,避免日曬雨淋,不得與腐蝕物質接觸,門窗不得直接接觸地面,下部應放置墊木或其他軟材料,并均應立放,立放角度不應大于70度,并應采取防傾倒措施。內蒙古專業塑鋼門配件生產商下面為您介紹貯存門窗環境溫度應小于50度,與熱源距離不小于1米,門窗在安裝現場放置不應超兩個月。


